Содержание:
- Почему важно соблюдать минимальное значение радиуса при гибке листов?
- От чего зависит значение минимального радиуса при гибке листового металла?
- Справочные таблицы
Гибка листового металла на листогибочных станках с ЧПУ – один из самых распространенных способов металлообработки. С помощью такой технологии изготавливают пространственные детали с неразъемными соединениями без сварки двух и более элементов, находящихся в разных плоскостях. При этом сам гиб представляет собой скругленный угол, радиус которого не должен быть меньше допустимого значения.
Почему важно соблюдать минимальное значение радиуса при гибке листов?
В таблице 1 указан минимальный радиус холодной гибки металла в зависимости от толщины листа и типа металла.
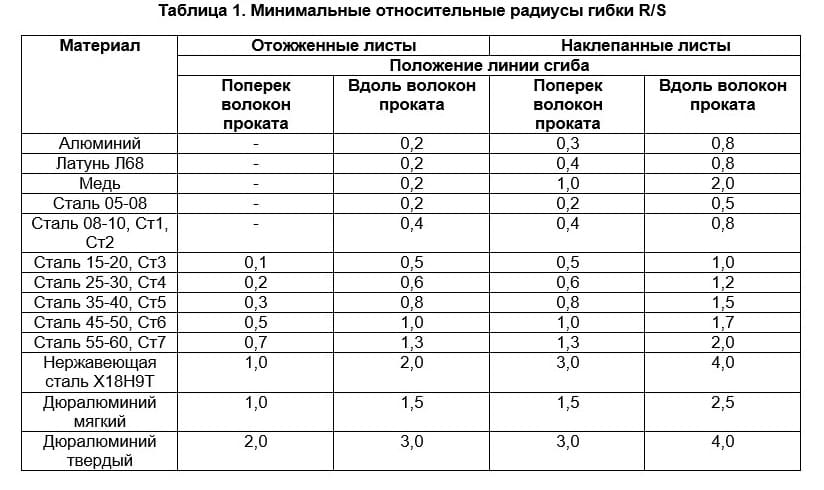
В процессе гибки металлический лист на линии гиба деформируется с растяжением на внешней поверхности и сжатием на внутренней стороне угла. Это изменяет структуру кристаллической решетки и может привести к ее разрушению в местах перенапряжения.
Такое перенапряжение из-за сильного изгиба листа приводит к его излому по линии сгиба. Другими словами, для безопасной гибки листового металла необходимо подобрать такое значение радиуса гиба, чтобы растяжение снаружи угла и сжатие внутри него не привели к критическому перенапряжению, а сам метал на сгибе сохранял свою прочность. Данные значения составлены расчетными и эмпирическими (опытными) способами и приведены в справочных таблицах.
Соблюдение минимального радиуса при гибке металлических листов приводит к необходимости его учета при выборе длины листовой заготовки. Другими словами, если необходимо с помощью гибки изготовить деталь с перпендикулярными сторонами a и b, то, чтобы определить необходимую длину заготовки, к сумме a и b нужно добавить длину сектора окружности выбранного радиуса. В противном случае габаритные размеры готовой детали будут отличаться от конструкторских.
Длина этого сектора вычисляется по нейтральной линии. Если внешняя сторона угла при гибке листа растягивается, а внутренняя сжимается, то где-то внутри сечения листа находится линия, по которой металл не сжимался и не растягивался. Расстояние от внутренней поверхности листового металла на месте сгиба до нейтральной линии называется K-фактор, который нужно учитывать в процессе конструирования детали, а также в настройках станка при гибке.
От чего зависит значение минимального радиуса при гибке листового металла?
- Вид металла. Каждый материал имеет свои характеристики относительно текучести и хрупкости, коэффициента растяжения и сжатия, пластичности и других механических свойств. Для каждого конструкционного листового материала разработаны справочные таблицы для определения минимального радиуса при гибке.
- Толщина листа. От этого параметра зависит K-фактор и сам радиус гибки металла. В справочных таблицах наряду с видом листового материала указывают и его толщину, относительно которой и определяют минимальное радиусное закругление гиба.
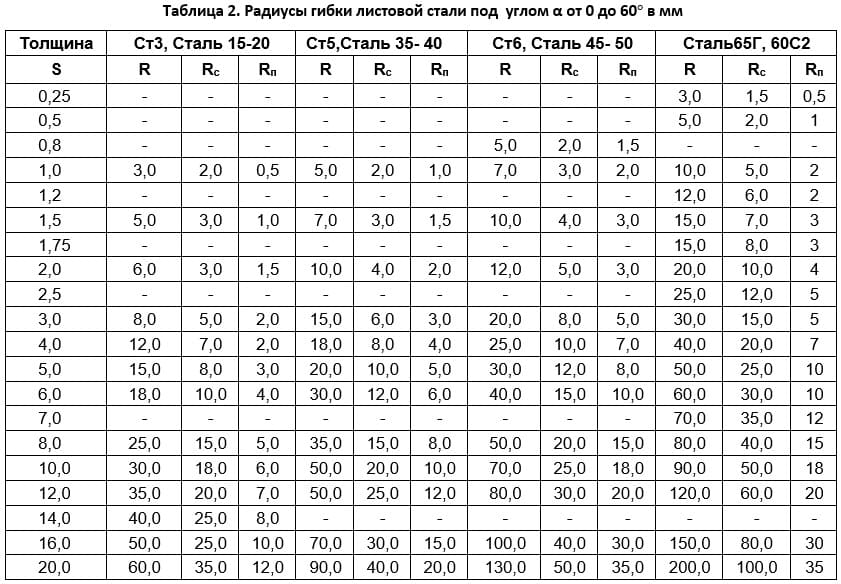
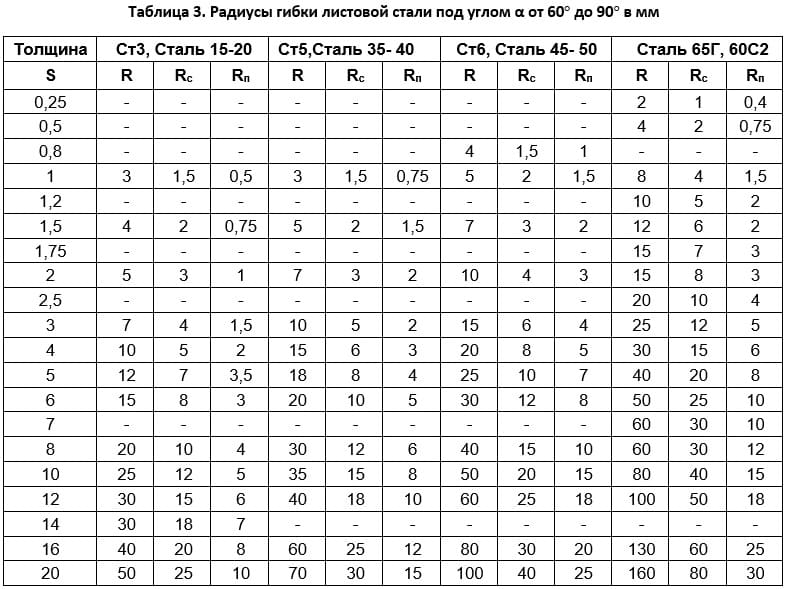
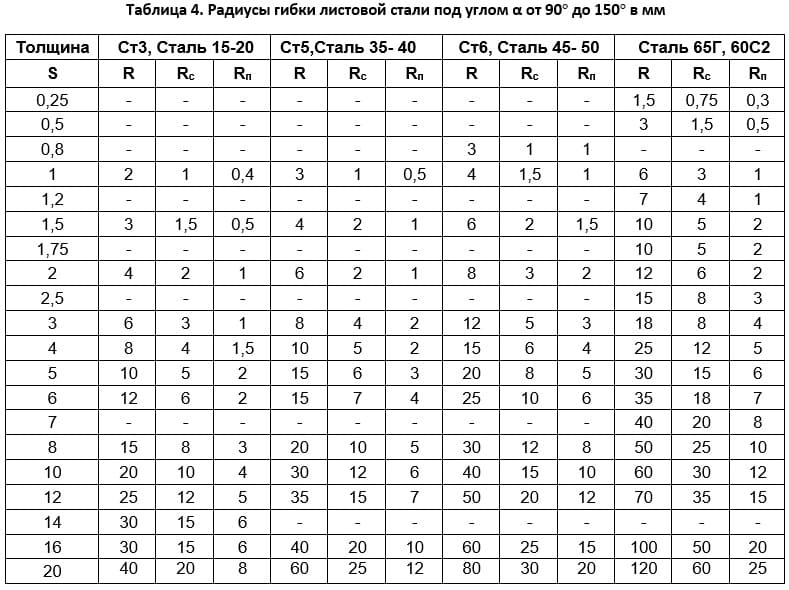
- Угол гибки. Это еще один важный параметр, который необходимо учитывать при определении по справочным таблицам минимального радиуса сгиба листа. От угла сгиба напрямую зависит величина напряжения на сторонах растяжения и сжатия.
- Направление линии гибки относительно волокон проката листа. Листовой металлопрокат в своей структуре имеет волокна проката – параллельные линии, образованные при прохождении заготовки через прокатный стан. Они влияют на механические свойства металла и на его способность сопротивляться нагрузкам растяжения и сжатия. Если гибка выполняется параллельно волокнам, минимальный радиус будет меньше, при перпендикулярном – больше.
Кроме того, на значение радиуса влияет и качество листового металла, наличие на нем заусенец, отжига, наклепа и т.п.
Справочные таблицы
Пояснения
- S – толщина пластины;
- R – радиус сгиба металла, допустимый без особых технических требований;
- Rc – радиус сгиба при работе с притупленными кромками и без заусениц;
- Rп – радиус сгиба металла при работе с притупленными кромками и без заусениц, включая случаи, когда линия перегиба расположена перпендикулярно направлению металлических волокон.